
Core Making Process
“No man ever wetted clay and then left it, as if there would be bricks by chance and fortune.”
– Plutarch
Core Making: Back in the days
The process of Core Making back in the days, and by that we mean a few thousand years, making sand core was an art, requiring skilled hands of the metal caster and patience. The art of core making has its roots in circa 1300 BC, when sand casting was first developed in the form of clay molding. Since, then the crux of the process has remained the same, but the technical intricacies have evolved to match the requisites of the current era. But Core making was and still remains an integral part of the sand casting process.
The process has evolved from crafting cores one at a time with skilled hands to production of thousands of cores with automated core shooters while moderating tolerances to as low as ± 0.020 inches. In modern foundries, its amusing to even think of crafting cores with hand which will further be used for casting anything from centrifugal pump impellers to V8 engines.

What are cores?
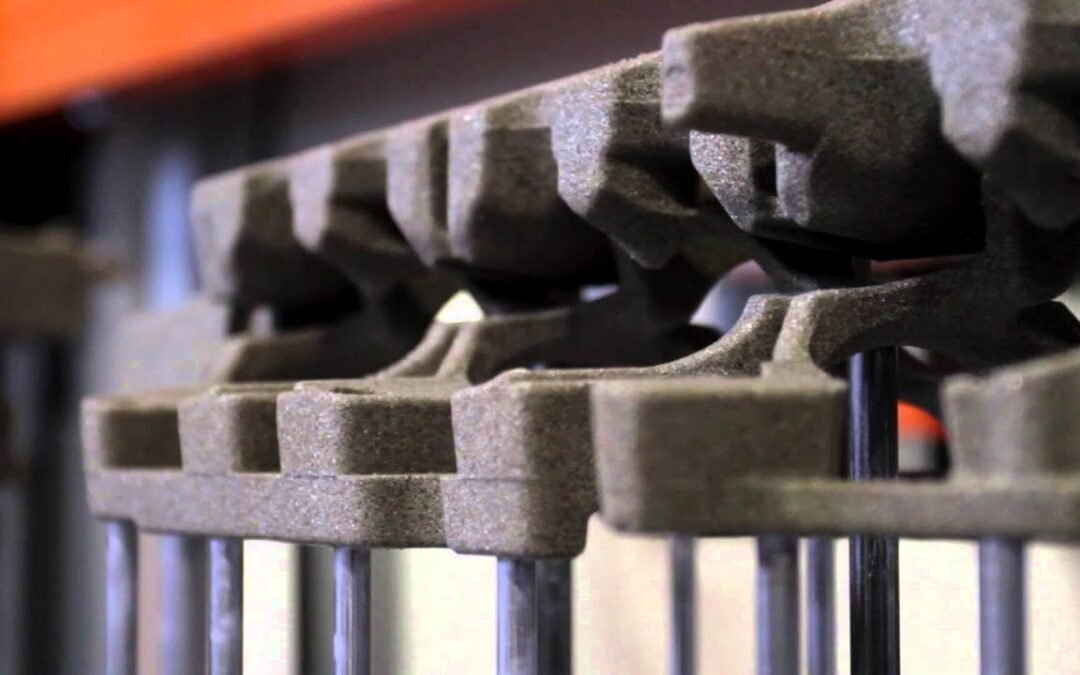
Cores are apparatus used to generate hollow cavities or internal features which cannot be formed using pattern alone in moulding, cores are majorly made using sand, but some processes also use permanent cores made of metal. In this article we will focus on sand core making process.
The process of core making
1. Selection of Sand
Properties of core sand are highly crucial and are required to have characteristics like permeability, green strength, refractoriness, flowability, collapsibility, adhesiveness, cohesiveness, and fry strength.
2. Mixing of sand with additives
After an initial thorough mix of sand to ensure proper distribution of sand granules, binder is added to the silica sand with moisture content and other additives like coal dust, dextrin, or silica flour and together they create a mixture. This mixture should be uniform to create standardized sand cores with high production efficiency.
3. Blowing or Shooting
After the mixture is ready, next step includes blowing this flowable mixture into the core box, and depending on the type of process used, either the core box is heated, or the already heated sand mixture is blown into the core box and left to settle for a few seconds. This process is also referred to as core shooting process and modern foundries use dedicated core blowing/shooting machines for optimal production efficiency.
4. Venting
In the casting process, the core will be surrounded by molten metal which will stimulate gases inside the mold, and it is essential to provide a venting passage for these gases as if remain entrapped inside the mold, these gases can result in casting defects. Therefore, to obtain good permeability additional venting holes are made in the cores.
5. Reinforcement of Cores
Some cores, heavy & large cores in particular, might need additional reinforcement material like cast iron grids or low-carbon steel wires to maintain coherence.
6. Baking of Cores
Depending on the type of process used, baking of sand cores is done in convention oven with temperature between 200° C to 250° C (392° F and 482° F), the heat causes the binder to polymerize.
7. Cleaning & Finishing
After baking, cores are ready for cleaning & finishing. Following methods are used as per requirement:
- Trimming of cores involve removing loose pieces and other unwanted projections
- Brushing is used to remove loose sand off the core with fine wire brush
- Coating is crucial step for finishing and involves coating of cores with refractory material to improve heat resistance.
8. Inspection
This step includes either manual or machine inspection of the cores for dimensional accuracy.
9. Assembling
This includes assembling of multiple cores together with core glue in case of small and medium size cores and bolts in case of large cores.
Feedback section
1. Want to suggest topic for future blog posts?
2. Think we made a mistake in this post?
3. Want to connect with author?
Write an email to contact@foundrycorevent.com